")
")
 Tasarım
Tasarım
Tasarımlar kendi lisansımız ve deneyimli teknik kadromuzla firma içinde geliştirdiğimiz programlarla yapılmaktadır. Müşteri talepleri referans alınarak, teklif aşamasından sipariş ve teslim aşamasına kadar proje ekibi titizlikle takip eder. Tasarım ve uygulamanın her aşaması müşteriye onaylatılır.Teklif aşamasındaki titiz ve gerçekçi çalışmalar, üretimde veya tasarımdaki geri dönüşleri ortadan kaldırmaktadır. Tasarım ekibimiz çalışma yeri ve şartları konusundaki tüm bilgileri edinir ve müşterinin yanlış tercihler yapmaması konusunda da ona rehberlik eder.


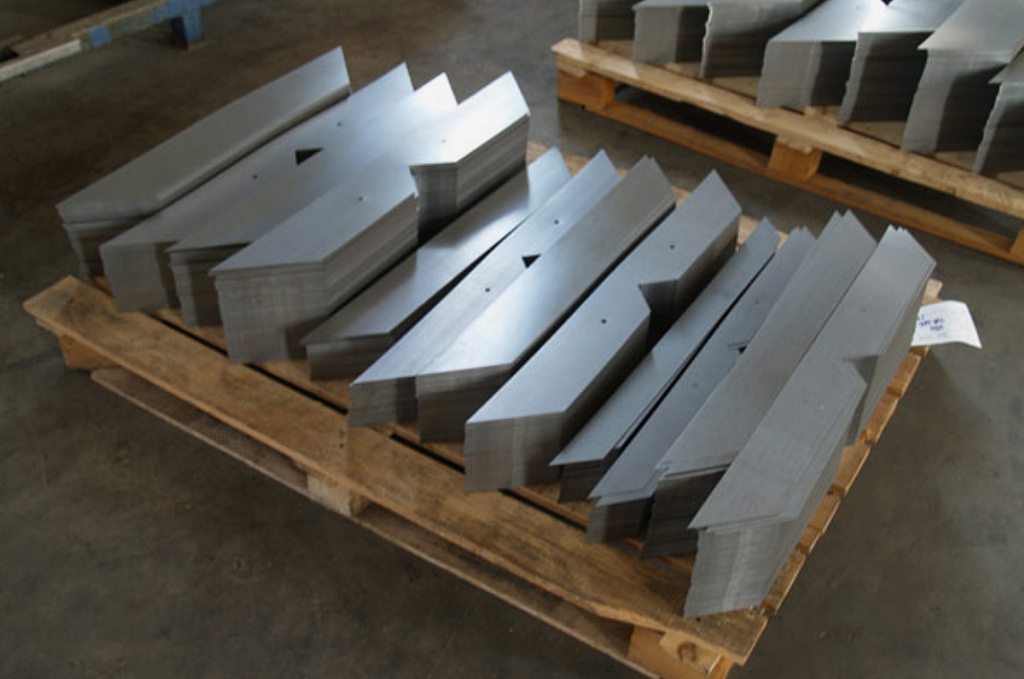
Nüve
Manyetik devre elemanı olarak nüve yüksek kalitede, yönlendirilmiş, soğuk haddelenmiş, düşük kayıplı iki tarafı da yalıtılmış silisli saclardan imal edilmektedir. Tasarım girdilerine göre 0,23 – 0,27 – 0,30 mm kalınlıklarda ve çeşitli özelliklerdeki saclar kullanılarak proje yapılır. Proje teknik detaylarına göre kesilip dizim yapılarak manyetik devre haline getirilir. Nüvede sargı taşıyan kısımlara bacak, bacakları üstten ve alttan birleştiren kısımlara da boyunduruk denir. Boyunduruk kısmı metal bir aksamla sıkıştırılarak titreşimler yok edilir.



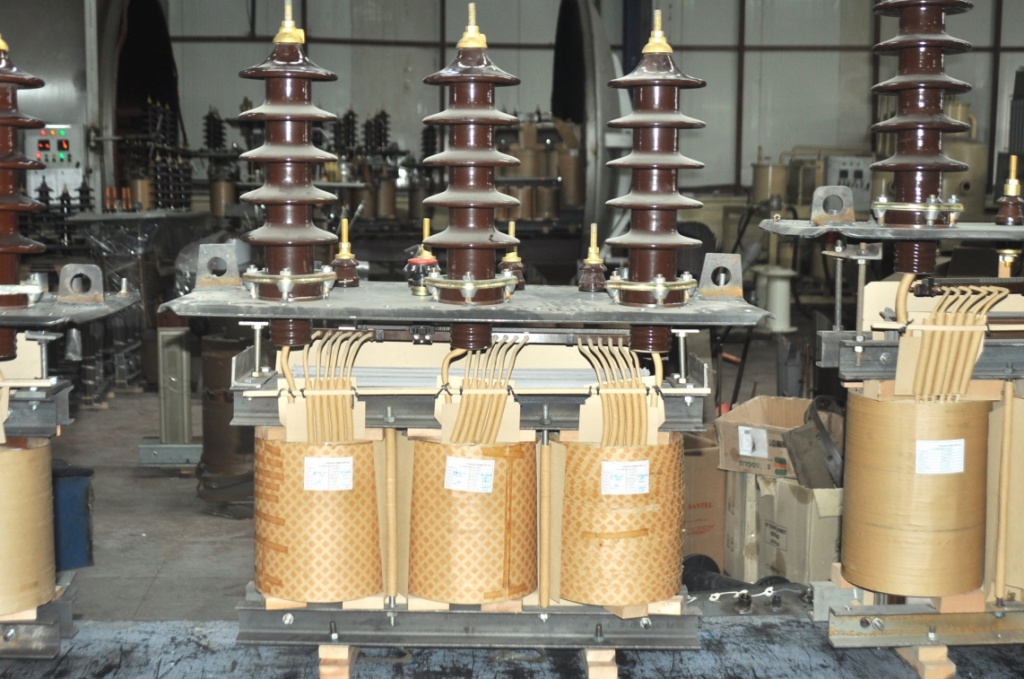
Sargı
Dağıtım transformatörlerinde iki ana bölüm vardır. Bunlar Alçak Gerilim (AG) sargısı ve Yüksek Gerilim (YG) sargısıdır. AG sargısı gerilimi düşük akımı yüksek olduğundan yüksek kesitli iletkenler kullanılarak genelde izolasyon amaçlı nüveye yakın kısımda yani içte sarılır. YG sargısı gerilimi yüksek akımı düşük olduğundan daha küçük kesitli iletkenler kullanılarak genelde AG bobininin üstüne yani dışta sarılır. Seçimler iletkenliği ve saflığı yüksek olan elektrolit bakır ve alüminyum malzemelerden seçilir. İzolasyon olarak yoğunluğu arttırılmış, yalıtım düzeyleri çok yüksek, mekanik dayanımlı, yağa dayanıklı ve Avrupa menşeli yalıtım malzemeleri kullanılır. Bobin kayıpları, aşırı yük dayanımları ve soğutma hesapları yapılarak tasarlanır ve projeye göre sarımlar yapılır.



Kapak Kazan
Transformatör kapakları yüksek kalitede st-37, st-52 çelik malzemelerden imal edilir. Projeye uygun olarak terminal çıkışları ve koruma, gözlemleme ekipmanı varsa genleşme deposu montaj noktası ve kaldırma kulakları monte edilerek imal edilir. Terminallerden geçen akımın büyüklüğüne göre, fazlar arası ve/veya faz-nötr akım döngüsünün kapak sacını ekstra ısıtmaması için antimanyetik sacla takviye edilir. Kapak kaynakları sızdırmaz kaynak tekniği ile yapılır ve kaçak kontrolleri yapıldıktan sonra montaja sevk edilir.
Transformatör kazanı yüksek kalitede st-37, st-52,ve soğutma grubu olarak radyatör veya elastik özelliğe sahip dalga duvar saclarından imal edilir. Dalga duvar ve/veya radyatör sacları 102 mm veya 1,5 mm lik olarak kullanılır. Projeye uygun olarak tüm ekipmanlar montajlanır. Kazan kaynakları ince sacın kalın saca kaynaması münasebetiyle çok özel sızdırmaz kaynak tekniği ile yapılır. Kazan imalattan sonra penetran sıvısı sıkılıp, basınç verilir, siyah ışık ile karanlık ortamda kaçak kontrolleri yapıldıktan sonra montaja sevk edilir.





Bobinler nüve bacaklarına geçirilir. Nüve boyunduruk parça dizimi yapılıp manyetik devre kapatıldıktan sonra, bobinler izolasyon takozları, nüve boyunduruk demirleri ile sıkıştırılıp hesaplanan kısa devre kuvvetlerine karşı koyacak şekilde sıkıştırılıp sabitlenir. Nüve fiziksel olarak, bobinler de iletimsel terminal çıkışları olarak kapağa montajlanıp aktif kısım oluşturulur. Aktif kısım prosese göre kurutulma işlemlerinden önce veya sonra kazana izolasyon mesafeleri test edildikten sonra montaj işlemleri yapılır ve yağ basma prosedürüne sevk edilir.



Fırın ve Yağ Basma
Bilindiği gibi transformatörün izolasyon ömrü dolayısıyla çalışma ömrü için neminin alınması çok önemlidir. Aktif kısım montajı biten transformatörlerin 105-110 derece sıcaklıklarda, ısı dağılımının eşit olduğu yüksek vakum seviyelerine ulaşabilen fırınlarda fırınlanarak nemi alınır. Fırınlama süreci başında ve sonunda izolasyon ölçümleri yapılarak fırınlama kontrol altında tutulur.
Fırınlanıp kazan montajı yapılan transformatörlere yine yüksek vakum altında yağ basma işlemi gerçekleştirilir. Genellikle izolasyon ve sıcaklığa dayanım açısından güçlendirilmiş, nemi alınmış mineral yağlar kullanılır. Bunun yanı sıra özel olarak bitkisel veya yanmaz yağlar da kullanılabilir.Genleşme depolu transformatörlerin yağ seviye ayarları yapılarak, hermetik transformatörlerin de özel basınç ayarları yapılarak işlem sonlandırılır.



Ürün Kalite Kontrol ve test
Transformatörler üretim aşamalarının hepsinde gerek fiziksel gerekse elektriksel ölçümleri yapılarak bir sonraki prosedüre sevk edilir. Üretim kalite kontrol elemanlarını ölçüm, kontrol ve onayı olmaksızın prosesin tamamlanması mümkün olmamaktadır. Olabilecek problem ve arızalar, mümkün olan en başlangıç safhalarında tetkik edilip ortaya çıkarılır.
Yarı Mamul İçin uygulanan test ve ölçümler:
- Boyut ölçümleri
- Çevirme oranları ölçümleri
- İzolasyon Direnci Ölçümleri
- DC direnç ölçümleri
- Sızdırmazlık kontrolleri
Tüm transformatörlerin rutin testleri üretim safhaları tamamlanmasından sonra tüm trafolara uygulanıp raporlanmak kaydı ile bazı testler tekrar bazıları ilk defa yapılır. Tüm testlerden başarı ile geçen transformatörler okey alabilir.
Transformatörler için uygulanan Rutin Testler:
- Sargı direncinin ölçülmesi
- Gerilim çevirme oranının ölçülmesi ve gerilim vektörü faz kaymasının kontrolü
- Kısa devre empedansının ve yükteki kaybın ölçülmesi
- Boştaki kayıp ve akımın ölçülmesi
- Dielektrik rutin deneyler
- İndüklenmiş gerilim deneyi
- Uygulanan gerilim deneyi
- İzolasyon direnci ölçümü

Boya
Kapak ve kazanlar boya öncesi özel kimyasallar ile temizlenir ve kurutulur. Paslanmaya karşı korumalı, tutunma oranı yüksek ve dayanıklı ilk kat astar boya uygulanır. Astar sonrası kazanlar kurutma işlemine tabi tutulur. Kurutma sonrası astar üzerine, müşteri boya kalınlık talebini karşılayacak şekilde 2 veya 3 kat özel son kat boya uygulanır. Son kat boya rengi RAL 7033 olarak kullanılır (müşteri talebine göre değiştirilebilir).